По просьбам благодарных читателей , хочу сегодня рассказать, о том, как же все-таки я печатаю Нейлоном.
Зачем вообще нужна печать нейлоном? Это износостойкий, довольно термостойкий пластик. На этом его преимущества, наверное, и заканчиваются. Если они оказываются приоритетны в конкретном изделии, то есть смысл использовать. В остальных случаях недостатки могут перевешивать эти плюсы. Что вместе с относительно высокой (обычно), по сравнению с другими пластиками ценой приводить к низкому распространению данного филамента.

Какие же это недостатки?
Первый, терпимый – нейлон на сколько я знаю ни чем не клеится. То есть его не спаяешь ацетоном или сольвентом. Не устроишь ему «баню». Родственный недостаток – краски на нем тоже не могут держаться нормально.
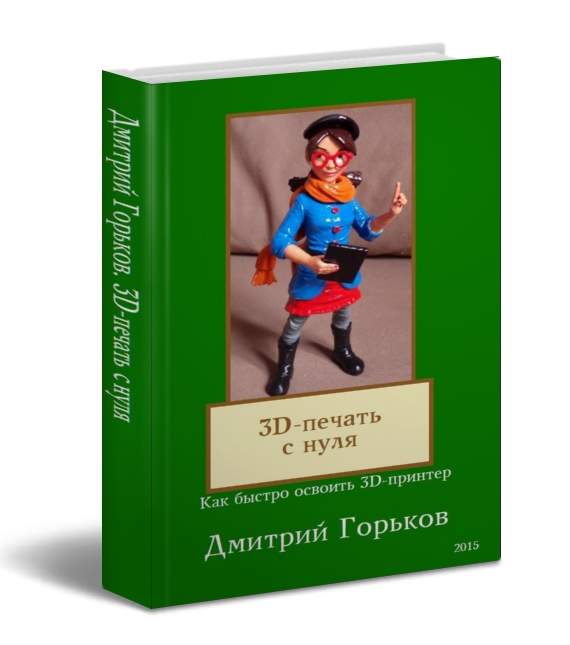
Второй – большая усадка. Больше чем у АБС. Но тут есть плюс – спаивание слоев довольно таки прочное и трещины на нем не появляются. Но меры по повышению адгезии должны быть приняты. В идеале подогреваемый стол. Если стол без подогрева, то обязательно 3D-лак, Brim на детали и «пятаки» по углам. Но даже это может не помочь. Поэтому печать на холодном столе требует «танцев с бубном». У меня получалось, но мучений было много. Кроме возможного отрыва от стола все это ведет к деформации детали.
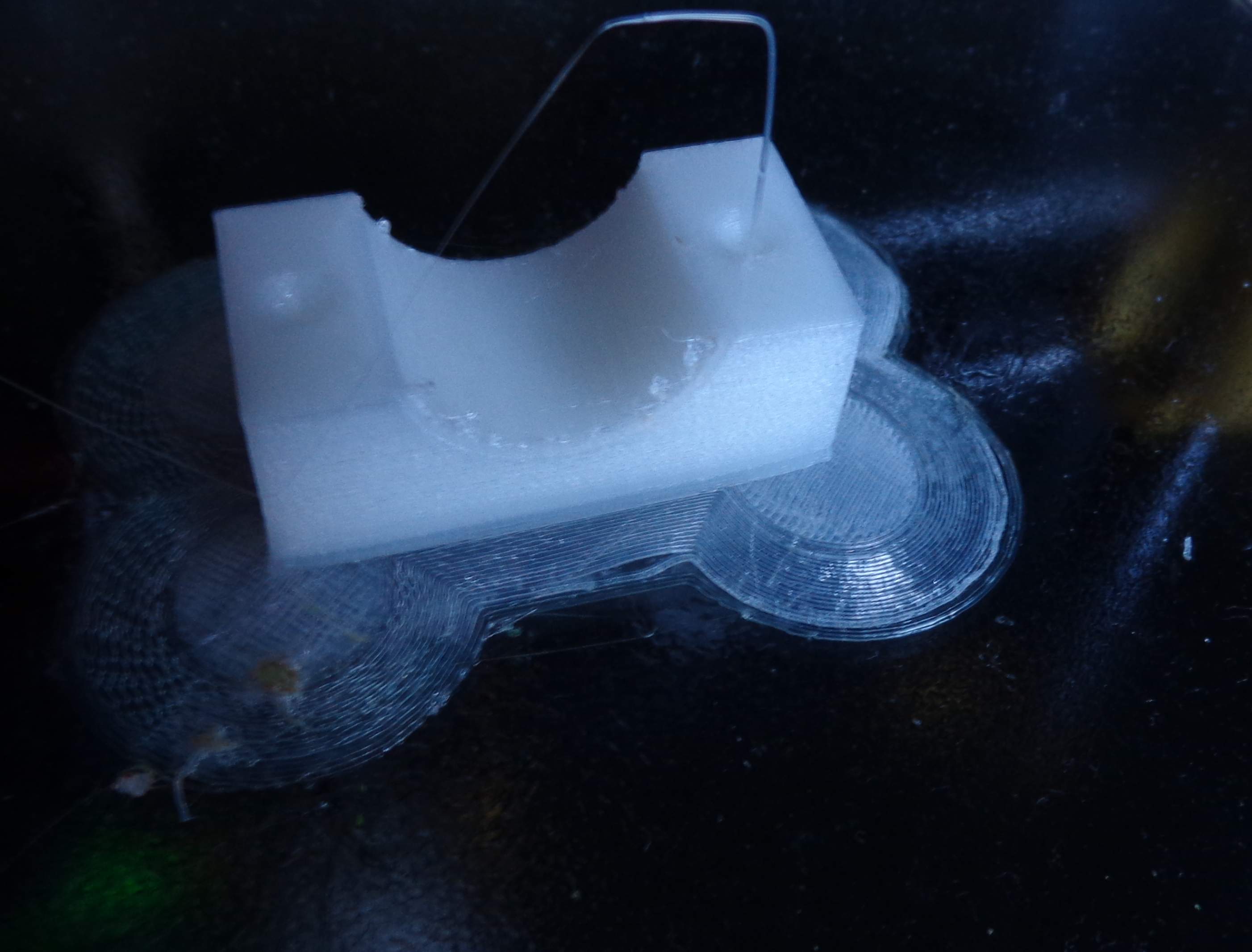
Третий недостаток. Огромная гигроскопичность. Воду нейлон набирает в себе, как погонщик каравана, который увидел оазис после трех дней без воды. К чему это приводит? «Мокрый» пластик при печати производит микровзрывы пара. Сами по себе они теоретически не должны повредить металл (хотя эффект сходный с кавитацией)) , но все это приводит к тому, что поверхность изделия получается рыхлой. Ни о какой прочности ( а это одна из причин, по которой и используется нейлон) уже не идет. Пористую деталь можно после приложения некоторых усилий разорвать по слоям.
Поэтому перед печатью однозначно сушка в духовке или другим способом. Проблема состоит в том, что это надо делать постоянно. То есть, полежав пару недель в пакете с зиплоком и силикогелем внутри, нейлон все равно набирает влагу.
Четвертый недостаток. Повышенная температура печати. В зависимости от производителя 240-260С. Не все принтеры могут стабильно выдать такую температуру. У меня на Гефестосе я догонял до 250 ( больше не выставляется) только с отключенным обдувом.
Пятый. Так как пластик мягкий, то и скорость печати он не любит. У меня получалось печатать им, только на скорости 20-30мм\сек. Ставишь выше – засор сопла, согнутый пластик в экструдере. Проблема в общем.
Так все-таки как же печатать этим пластиком?
1. Высушить пластик.
2. Рекомендуется не использовать автоматическую загрузку филамента, если есть возможность . Пластик мягкий – может «зажевать».
3. Обеспечить хорошую адгезию – подогреваемый стол , 3d-Лак, Brim и тд
4. Отключаем ретракт! (пластик мягкий)
5. Температура 240-260С ( у меня работал на 250С)
6. Скорость 20-30мм\сек. Не больше!
7. Выключить обдув – уменьшает коробление.
Выводы? Причины малой распространенности я уже описал выше. Рекомендуется использовать если только очень надо термостойкость и износостойкость. В остальных случая гораздо проще обойтись стандартными PLA и ABS. Проблемы при печати создают значительные проблемы, чтобы печатать им все подряд взамен «классических» ABS/PLA. Зачем люди пробуют печатать леской от триммера вообще непонятно. Кроме неиллюзорных шансов засорить сопло ( в леске используется не чистый нейлон, с различными добавками) еще и печатать им ОЧЕНЬ неудобно. Попытка сэкономить копейки, получив танцы с бубном и медленную печать из не очень технологического материала как-то малопонятна.
Надеюсь, каждый сделает свои выводы из данного материала.
Не все желающие успели в прошлый раз приобрести Курс «Профи 3D-печати» и получить в подарок Книгу «3D-печать с нуля» и очень расстроились по этому поводу.
Для самых внимательных повторяю эту акцию — только сегодня и завтра, 28-29 сентября можно приобрести Курс «Профи 3D-печати» и получить Книгу «3D-печать с нуля», БЕСПЛАТНО!
Ознакомится с этим предложением можно >>>ЗДЕСЬ<<<<